
-
Qu’est-ce que la technique press-fit ?

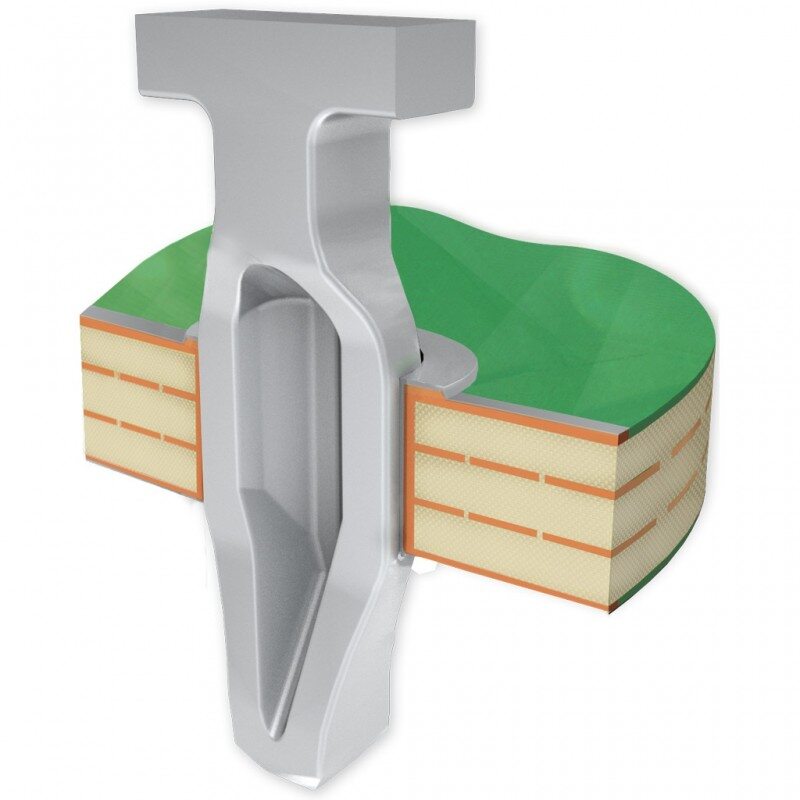
La technique press-fit consiste à insérer les broches de bornes des composants – notamment celles des connecteurs ou des contacts simples – dans les trous métallisés d’un circuit imprimé. De cette manière, le contact entre la broche et la paroi de l’orifice est imperméable aux gaz et présente une bonne conductivité. Il est indispensable que la diagonale de la broche soit supérieure au diamètre des trous du circuit imprimé. Un contact optimal s’établit grâce à la déformation de la broche et du circuit imprimé.
-
Applications produits
En général, nos clients utilisent par la suite les press-fits dans les processus ou produits suivants :
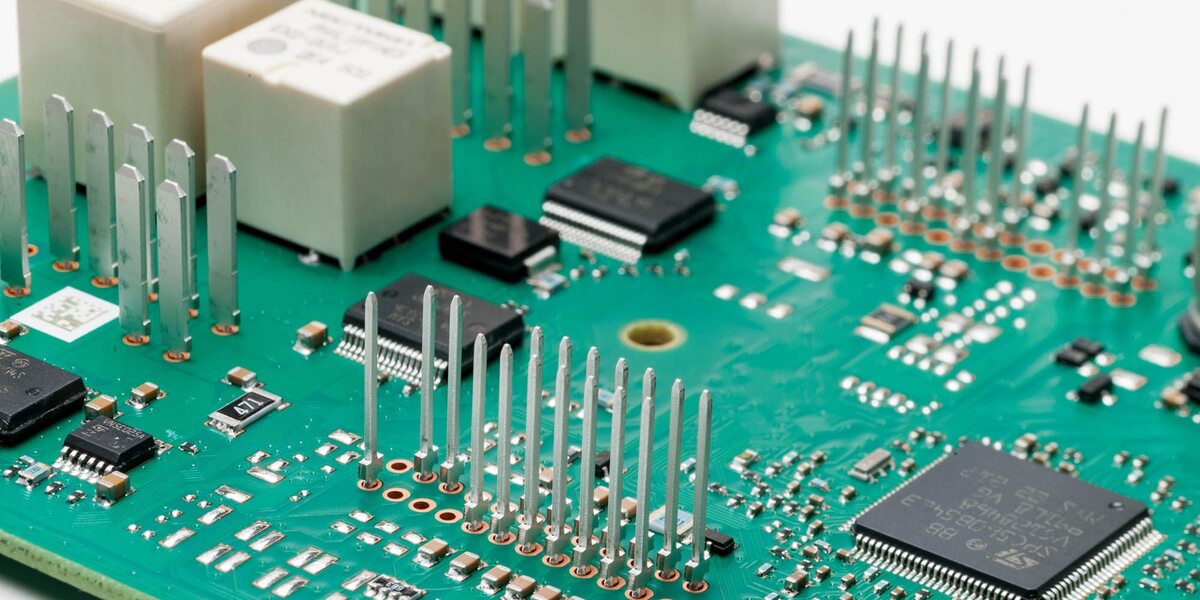
- Insertion de broches simples
- Réglettes à fiches
- Boîtiers en plastique surmoulés
-
Avantages
La technologie press-fits est considérée comme une solution innovante et très fiable. Elle présente des avantages considérables par rapport aux technologies de soudage classiques :
- Pas de défaut de soudage, pas de problèmes de flux,
- Il n’est pas nécessaire d’effectuer un nettoyage supplémentaire
- Pas de contraintes thermiques au niveau du circuit imprimé (CI) et des composants électroniques
- Implantation du CI rapide et à prix avantageux
- Implantation possible sur les deux faces du CI
- Recyclage par simple pressage des broches
-
Une innovation pour l’industrie automobile
Alors qu’aujourd’hui, on recourt à la technique de soudage traditionnelle pour transformer encore une grande partie des composants, la technique press-fit fait incontestablement partie des techniques de demain. Les contacts dotés d’un press-fit flexible sont de plus en plus utilisés dans l’industrie automobile.
Pour les applications de l’industrie automobile, nous produisons des press-fits d’une épaisseur de 0,4 mm / 0,6 mm / 0,8 mm et 1,2 mm. Nos modèles de press-fits EPZ EE et EPZ EloPin peuvent être utilisés dans des circuits imprimés avec des trous métallisés suivant les normes IPC-9797 et DIN EN 60352 - 5 ainsi que selon les indications spécifiques du client.
-
Développement et qualification
Dans notre laboratoire de contrôle, nous réalisons tous les contrôles principaux qui contribuent à l’évaluation de la connexion press-fit. Notre laboratoire travaille conformément à la norme DIN EN 60352-5 / IPC-9797 et selon les exigences spécifiques du client. Nous convenons avec lui de l’étendue des contrôles, de leur déroulement et des paramètres en fonction de l’application.
Les contrôles ci-dessous peuvent être réalisés dans notre laboratoire :
- Contrôles visuels et contrôles des dimensions
- Photographies 3D
- Force d’insertion et force d’éjection
- Micrographies et évaluations
- Résistance de contact
- Changements de température rapides (choc thermique)
- Conséquences climatiques (froid, chaleur sèche et humide, cyclique)
- Contrôle de la formation de barbes
- Procédé d’attaque chimique
Nous travaillons sur le développement de nouveaux press-fits et cherchons à améliorer constamment les designs existants. Pour ce faire, nous recourons à des technologies modernes telles que la méthode FEM et l’impression 3D.
-
Qualité
Nous assumons la responsabilité de la qualité de nos contacts press-fits. Au cours de la production en série, le processus de fabrication est soumis à un contrôle continu, avec des systèmes de caméras ultra modernes et des machines à mesurer tridimensionnelles. L’une des principales caractéristiques d’un press-fit est son comportement au cours de la déformation (courbe de déformation) et la force qui en résulte sur la paroi d’alésage.
En fonction des exigences, nous déterminons et évaluons la force normale maximale ou la courbe de déformation dans le cadre du processus de production.
Zones de Pression Innovantes pour Connexions Fiables et Sans Soudure dans l'Industrie Automobile
Avec les press-fits, Diehl Metal Applications (DMA) propose une technique d’assemblage innovante sans soudure pour répondre aux exigences du secteur de la sous-traitance automobile.

Press-fits
Avec les press-fits, Diehl Metal Applications (DMA) propose une technique d’assemblage innovante sans soudure pour répondre aux exigences du secteur de la sous-traitance automobile. En fonction des exigences, vous pourrez choisir entre nos revêtements standard et nos revêtements spéciaux pour press-fits, comme Advanced Indium et Advanced SilverTin.
Nous avons un nouvel article dans notre portefeuille de produits : nos contacts press-fit standardisés pour insertion avec des broches simples (Single Pin Insertion). Nous vous offrons ici la possibilité de demander un devis ou des bandes échantillons en utilisant notre formulaire de contact.
DMA possède son propre atelier de fabrication de prototypes, comprenant une grande diversité d’outils. Il est donc possible, avant même de lancer la production en série, de fabriquer des échantillons avec les press-fits Schempp+ Decker dans des conditions proches de la production en série et ce, en respectant entièrement les exigences spécifiques à chacun de nos clients.
Durant la phase de développement du produit, nous spécifions les principaux paramètres d’influence, notamment le matériau de base, la géométrie des press-fits et le revêtement de surface. Nous les contrôlons ensuite dans la série. Nous conseillons nos clients et nous tenons à leur entière disposition dès le départ, tout au long du projet.
Dans notre laboratoire d’essai, nous avons la possibilité de contrôler et de valider les principaux paramètres suivant la norme DIN EN 60325-5. À cet effet, nous disposons de toute une série d’équipements de contrôle et de mesure. Il est également possible d’utiliser des circuits imprimés d’essai ou des circuits imprimés en série pour identifier et définir les paramètres.
Solution standard pour les broches SPI (Single Pin Insertion)
En plus des contacts à insertion spécifiques aux exigences de nos clients, nous proposons une solution standard, également au niveau du secteur de la sous-traitance automobile. Avec nos broches standard pour les applications dédiées à l’insertion de broches simples (Single Pin Insertion -SPI), vous bénéficiez de délais de livraison courts et d’un rapport qualité/ prix avantageux, car les coûts d’investissement pour les outils de découpage sont supprimés.
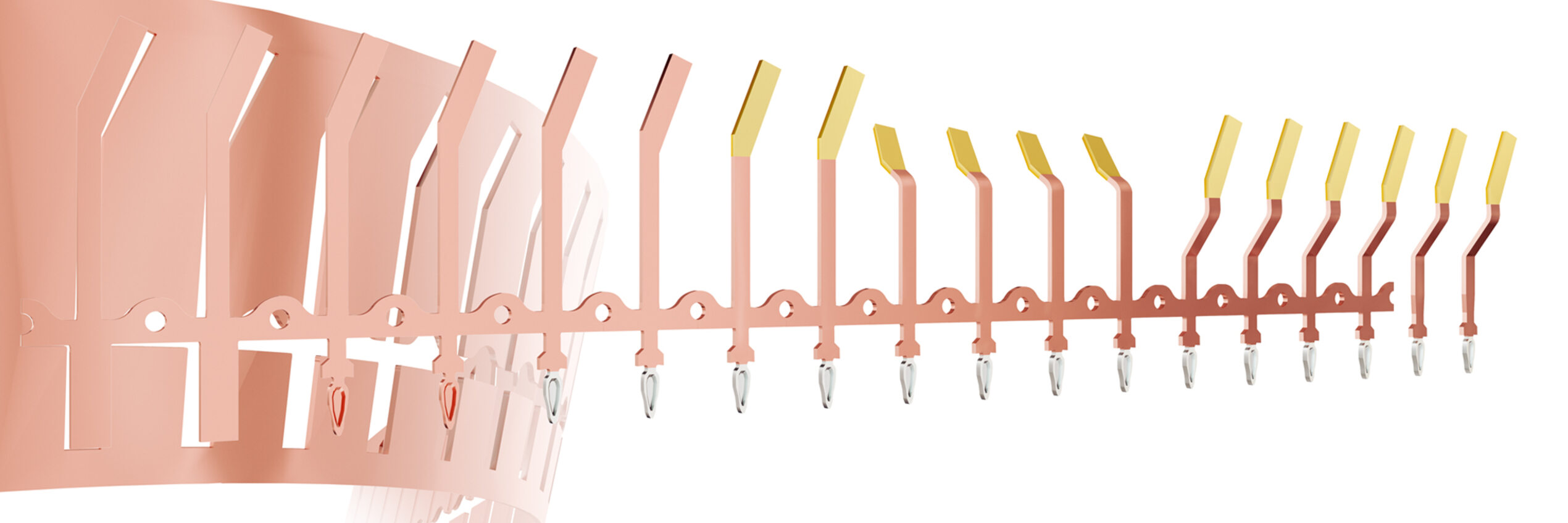
Pour les épaisseurs de 0,4 mm, 0,6 mm et 0,8 mm, les broches de contact avec nos press-fits flexibles sont disponibles dans des longueurs de broches variées et avec différents revêtements.
Avantages
Avec nos broches d’insertion standardisées, vous profitez de notre longue expérience dans la fabrication de broches d’insertion spécifiques aux exigences de nos clients. Celle-ci se reflète non seulement dans la technologie de l’outillage, mais aussi dans nos processus internes de découpage et de revêtement :
- Idéal pour la production en série, mais aussi pour les prototypes, les préséries et les petites séries
- Pas de coûts d’investissement pour l’outillage
- Délais de livraison courts
- Choix d’épaisseurs de matériaux typiques, de largeurs et de longueurs de broches
- Combinaisons de revêtements variées
- Documentation sur les contrôles des composants et dossier de qualification disponibles sur demande
- Bandes échantillons disponibles
|
Press-fit |
Largeurs des broches | |||
| 1,5 mm | 2,8 mm | 4,8 mm | 6,3 mm | |
| Dessin | ||||
| Fiche de données | ||||
| Press-fit EE06 |
Largeurs des broches | ||
| 0,63 mm | 1,2 mm | 1,5 mm | |
| Dessin | |||
| Fiche de données | |||
| Press-fit EE04 |
Largeurs des broches |
| 0,5 | |
| Dessin | |
| Fiche de données |
-
VEUILLEZ CONTACTER:
Diehl Electronic Components (Wuxi) Co., Ltd.Hai SunChef des ventes- Téléphone +86 183 5252 3827
Envoyer un messageDiehl Electronic Components (Wuxi)Co.,LtdRoom No. 1 of Building 2 No. 59, Ximei RoadWuxi Xinwu District214112 WuxiChine