Drive technology
A frequency inverter is a power-electronic module that regulates the frequency and amplitude of AC voltage so as to ensure efficient power supply to electrical drive units according to the respective special requirements.
Among other things, Diehl Controls develops and manufactures single-phase frequency inverters in the performance ranges 50 W to 300 W or 500 W to 1,000 W for washing machines or power tools. The control parameters automatically adjust to the motor type and current operating conditions (e.g. temperature) of the customers' machines in order to guarantee best possible system efficiency and system characteristics.
Extrusion
A distinction must be made between direct and indirect extrusion. A pre-heated bolt is initially inserted in the recipient of the extrusion press. In case of direct extrusion, the directions of movement of the punch and the emerging billet are the same. High friction forces must be overcome but process control is less elaborate. In case of indirect extrusion, the recipient and the bolt are moved against the stationary hollow punch with the die. The advantage of this press method is the reduced friction between the recipient wall and bolt and the resulting reduced pressing forces. This also allows the manufacturing of higher-quality products. Depending on the customers' requirements, extruded profiles that are primarily made of high-quality brass alloys are brought into the final state by pulling and straightening.
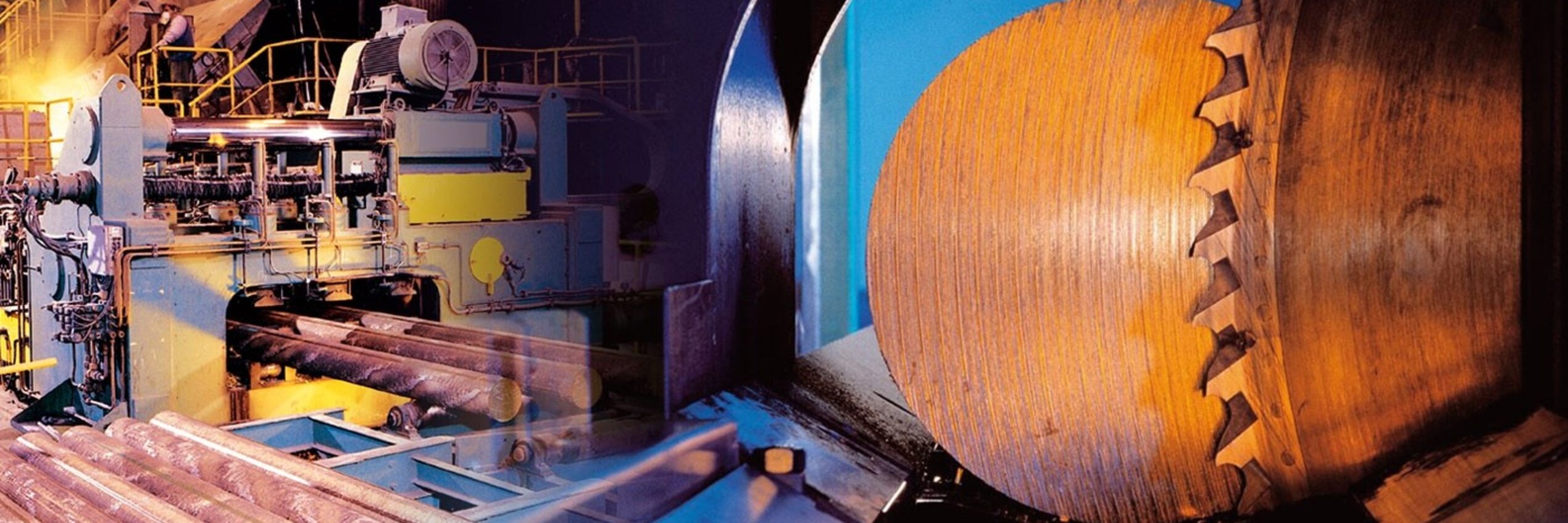
Continuous casting
Diehl Metall uses continuous casting to produce different brass alloys and to shape the material into bolts for further processing. The molten metal is poured into a water-cooled chill-mold with a round cross-section and the solidified material is removed horizontally or vertically at a constant speed. Horizontal continuous casting enables subsequent process control, whereby the billets are divided with a saw as soon as one section is sufficiently solidified. Vertical – not continuous – casting is however distinguished by a more homogeneous structure of the billets.
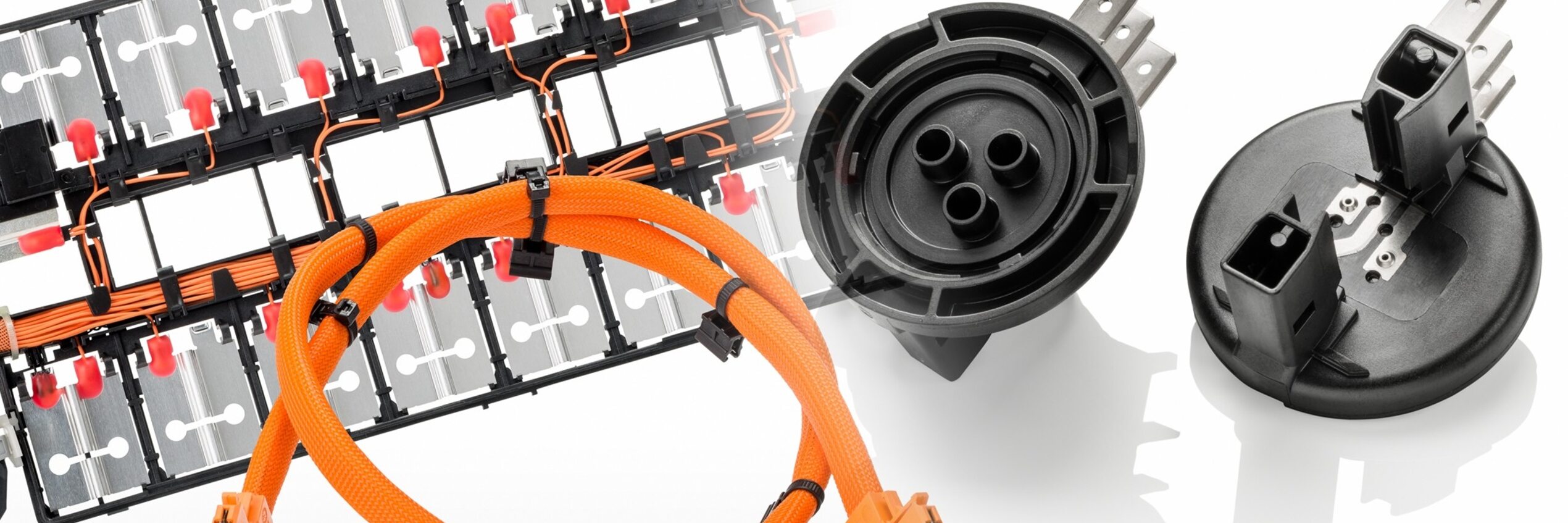
Overmolding and assembling technology
The requirements for molded parts are often so high that one material alone can no longer meet them. For large quantities, direct overmolding of metal insert components with plastics has proven to be effective in combining the properties of plastics and metal in one component. This procedure makes the production of complex and ready-to-fit components in one production step possible.
Diehl Metall has mainly vertical injection molding machines with clamping forces of 25–130 t to manufacture metal-plastic compound systems. In case of reel-to-reel overmolding, the injection molding and stamping processes are performed on one continuous belt. This technique requires great expertise and special tool know-how in particular. Components thus produced can subsequently be automatically equipped with electronic modules as needed. The integration of cable harnesses rounds off the competency profile. The products are used in the electrical and automotive industry in the form of switches, light sockets, plug connectors, or contact systems for traction batteries.
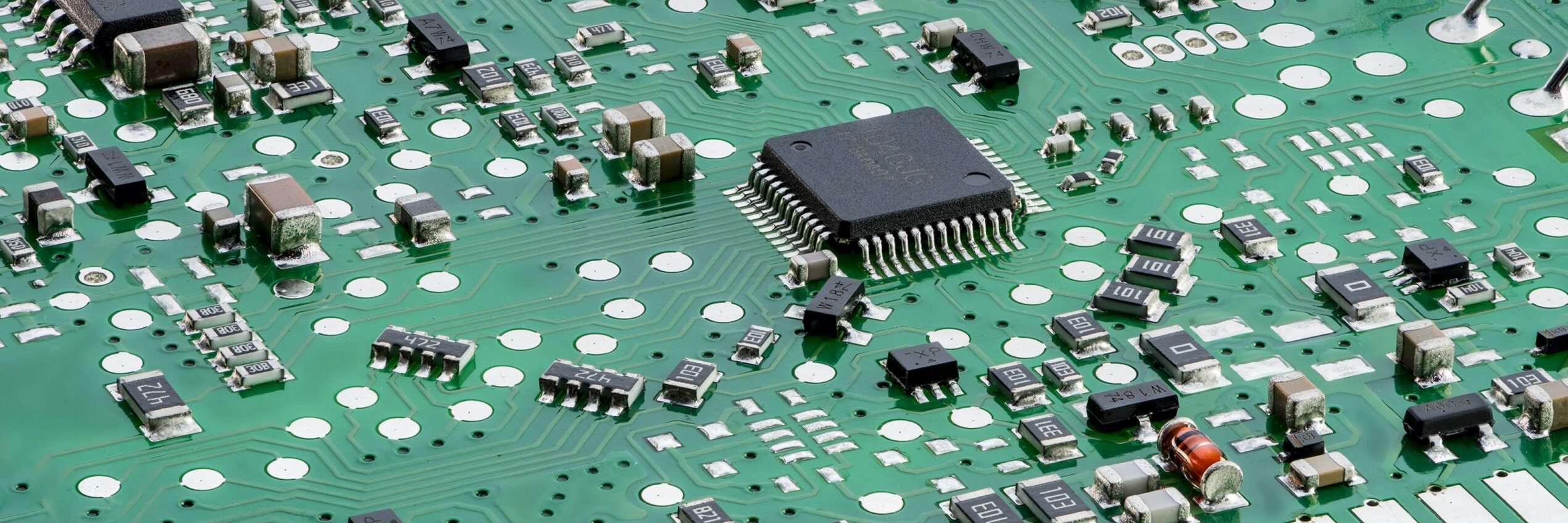
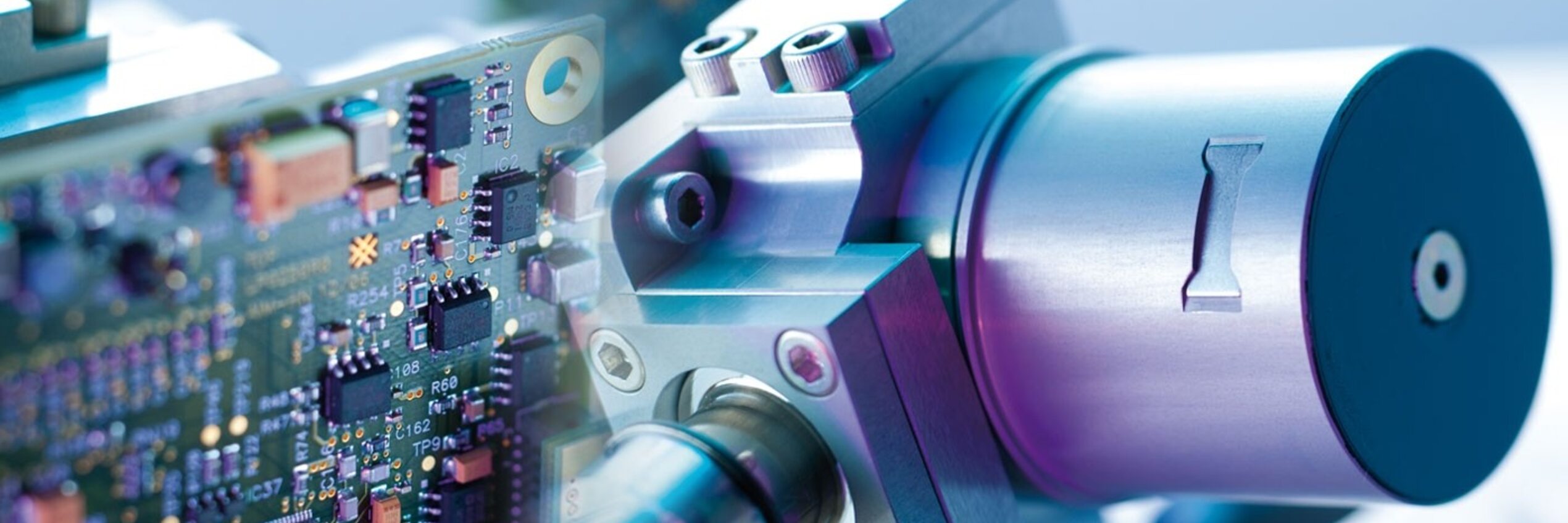
SMD mounting
SMD elements (Surface Mounted Devices) are active and passive electronic components which can be mounted directly onto a circuit board with the help of solderable connecting surfaces using SMT methods (Surface Mounting Technology). The important process steps here are solder paste application, mounting as well as reflow soldering. However there are often hybrid structures, in which SMD flat modules are replaced by THT components. This technology is used for instance at the globally leading developer and production service provider Diehl Controls to produce control and regulation systems for the international household appliance industry.
Press-fit technology
Press-fit technology is the insertion of component connection pins – especially from connectors or single contacts – into the metallized holes of a printed circuit board (PCB). The contact between the press-fit pin and the wall of the hole is gas-tight and is characterized by good conductivity. The condition is that the press-fit pin has a larger diagonal than the hole diameter on the PCB. The deformation of the press-fit pin and the printed circuit board creates a positive connection.
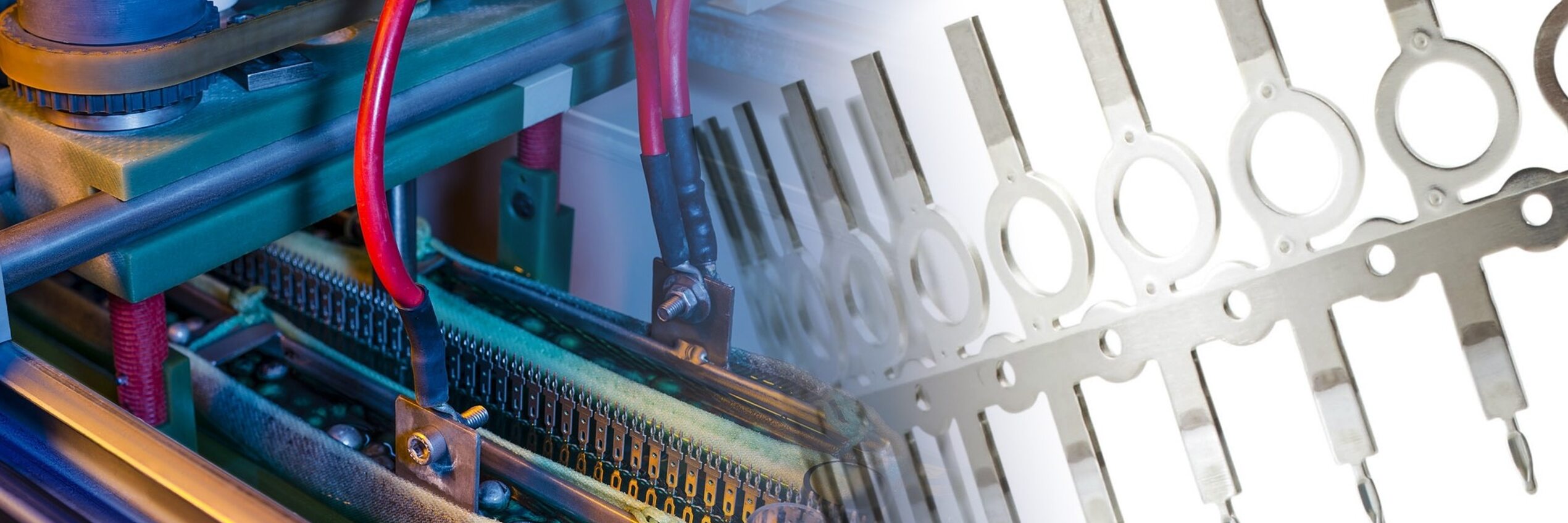
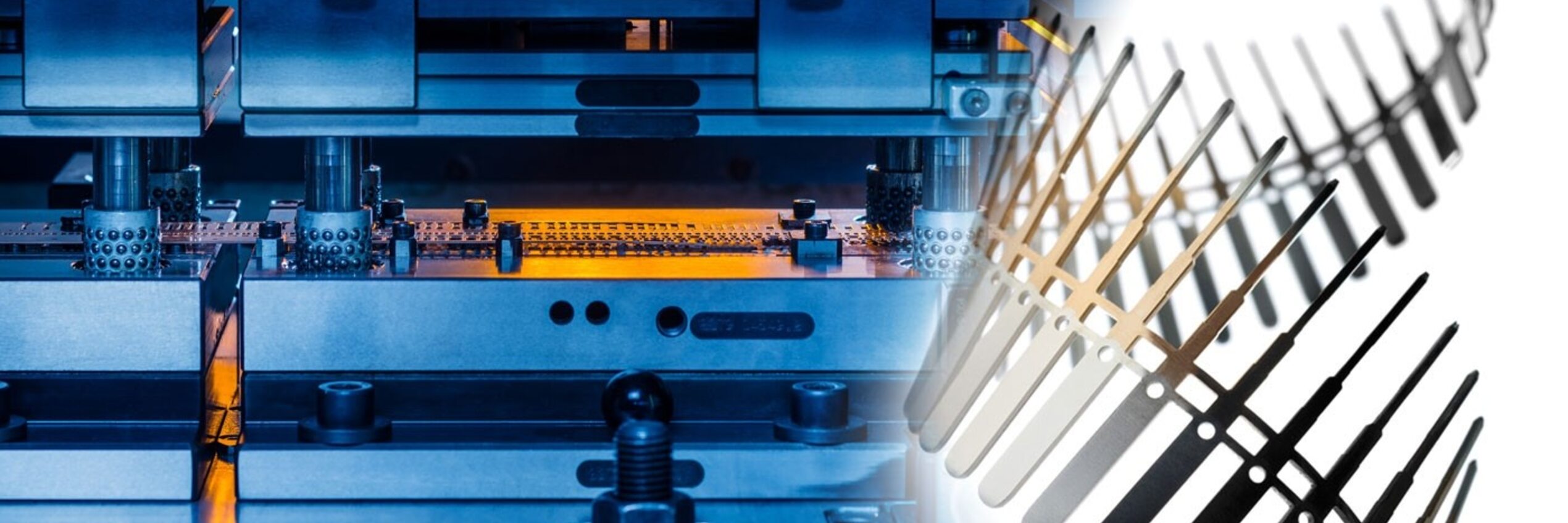
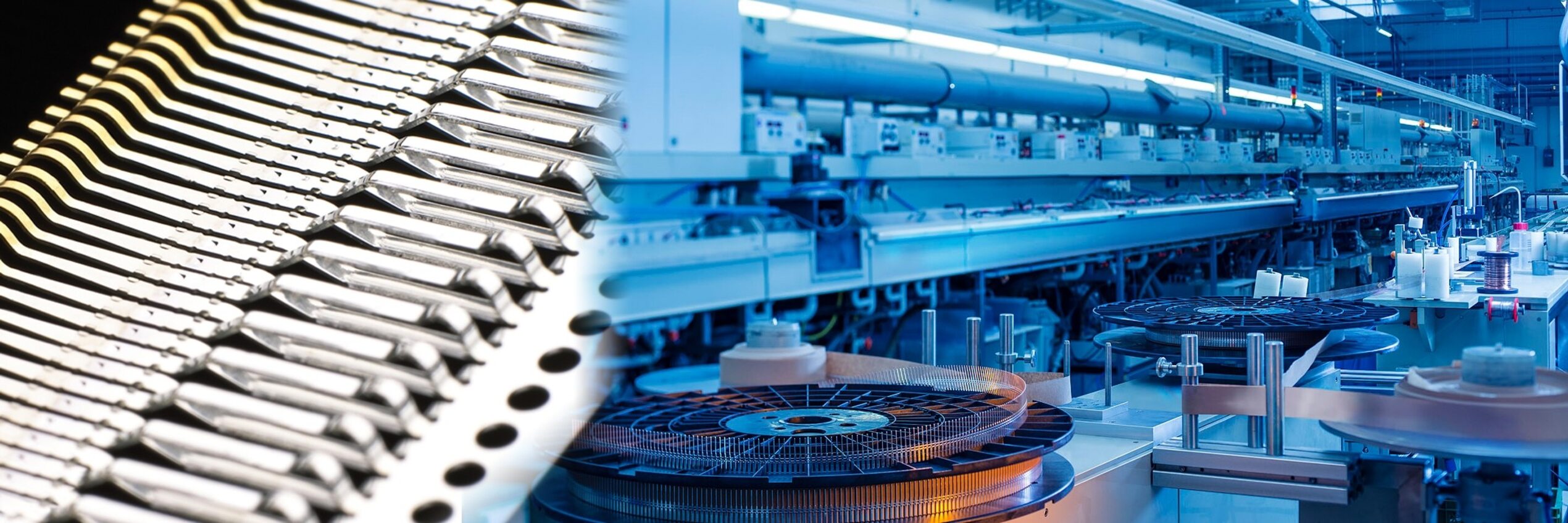
Precision stamping technology
Strip of high-quality materials such as copper, copper alloys, steel, stainless steel and aluminum alloys are processed roll-to-roll into punched parts for different applications in electronics, precision, and electrical engineering. A powerful machine park with pressing forces of 15 to 250 t permits stamping speeds of 100 to 1,400 strokes per minute at Diehl Metal Applications. The strip is stamped in material widths of 10 to 200 mm and material thicknesses of 0.05 to 4 mm with preferably low-tolerance follow-on composite tools.
Plastics injection molding
Plastics injection molding is a method that has gained wide acceptance for the mass production of plastic molded parts. Injection molded parts are accordingly designed product-specifically in all areas of the Diehl Group.
The accuracy of highly filled, plastic molded parts is an essential prerequisite for the high measurement accuracy of Diehl Metering products. A separate molding unit is therefore operated here in order to have the know-how required for the molding process and the tool design always available in-house. Various filled and unfilled types of plastic are used – on thermoplastic as well as thermoset plastic basis.
Sensor technology
Sensory technology nowadays provides a broad variety of sensor types to record the changes in the ambient or operating conditions of technical systems. The requirement-specific development of sensor technology and its integration into products play an important role at the Diehl Group. While Diehl Defence covers the range from imaging infrared sensors for low-temperature cooling, to optical sensors in the visual spectrum, all the way to laser-assisted distance and proximity sensors, Diehl Metering focuses on the sensors that reliably and precisely measure the consumption flows of water, gas, and heat.
Radio frequency technology
Radio frequency technology, as a sub-area of electrical engineering, is also of importance in the fields of communications engineering, transmission and reception technology, antenna technology as well as radar engineering. Of special importance to Diehl Defence is the transmission and reception technology for telemetry systems for position and location detection.
Selective electroplating
Diehl Metall can provide punched as well as unpunched copper and bronze strips with galvanically applied layers of precious metals such as gold or silver. In a continuous “roll-to-roll process”, the material is pulled through different galvanic baths. The advantages of strip electroplating include very precise coating thickness, high quality and efficiency of the procedure, and the possibility of selective coating by covering individual areas with belts, masks or varnish.
Hot pressing
Hot pressing is used for the production of extensive lightweight parts with sandwich structure as are used, for instance, for cabin parts in aviation. At Diehl Aircabin, fiberglass prepregs (pre-impregnated fibers) and a honeycomb core of aramide paper are arranged on top of each other and introduced into a two-part, tempered aluminum tool in order to harden under pressure and temperature. This technology enables the implementation of lightweight design structures with the highest specific strength.
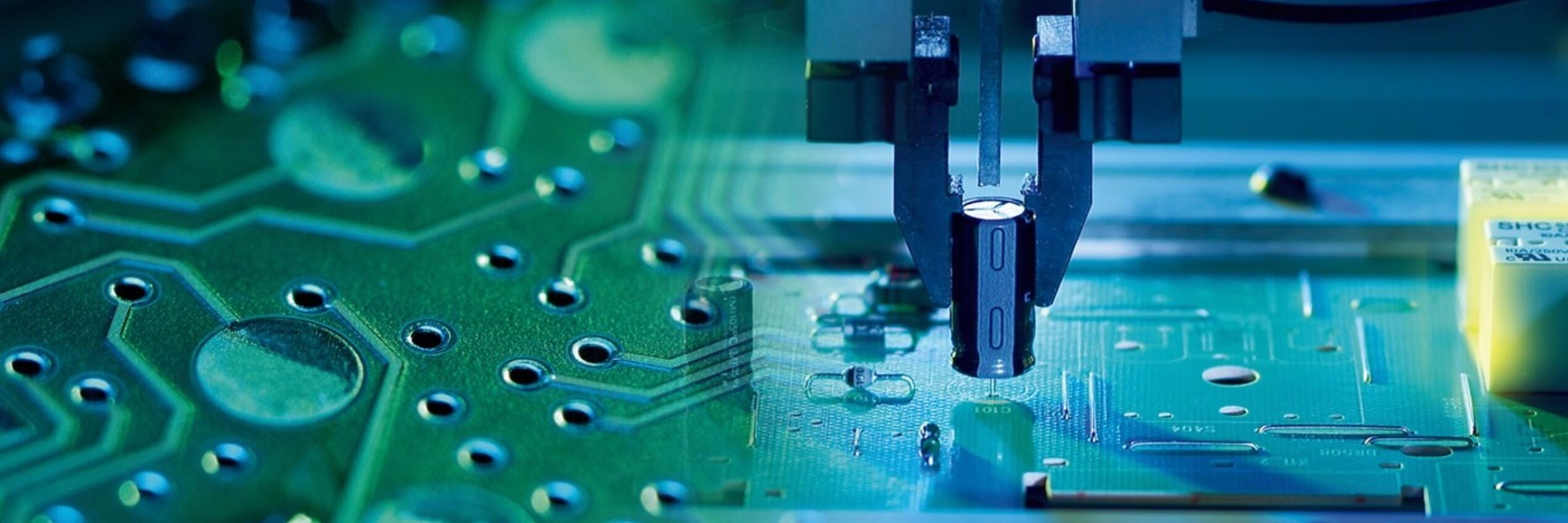
Through-hole technology
Through-hole technology (THT) is the name for an assembly method for electronic components in the mounting and connection technology. Unlike SMT mounting, wired components are used here. These wires are plugged through contact holes in the circuit board during assembly and connected with the conductor path by wave soldering, hot bar soldering or reflow soldering. Diehl uses the through-hole technology additionally for mechanically stressed assemblies or for power electronics assemblies in order to guarantee the required current load capacity.
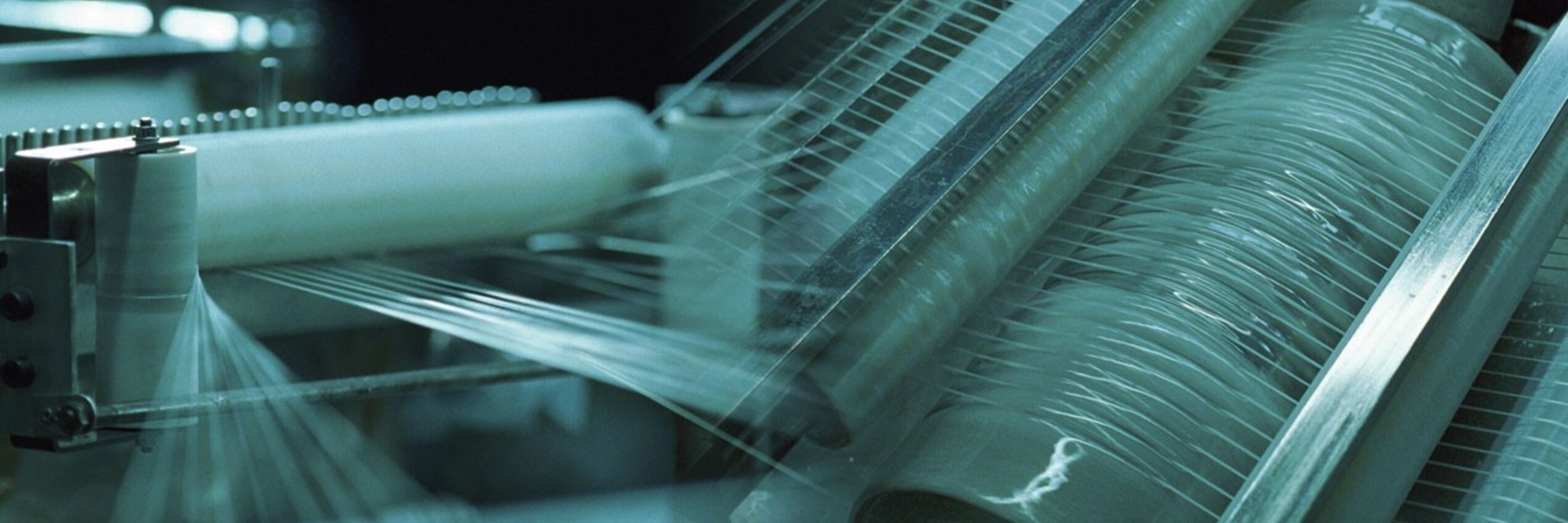
Filament winding method
The filament winding method is a technique used to set down continuous fiber strands on one core which predefines the subsequent shape of the component. The winding process positions the fibers very tightly and close together with high dimensional accuracy. The necessary strength (impregnation) of the material is ensured by a soaking process with synthetic resin that the continuous fiber strand is put through before winding. The coiled and impregnated molded parts are subsequently hardened in a furnace. Diehl Defence, for instance, uses filament winding methods for the rolling airframe missiles (RAM) launch canisters.
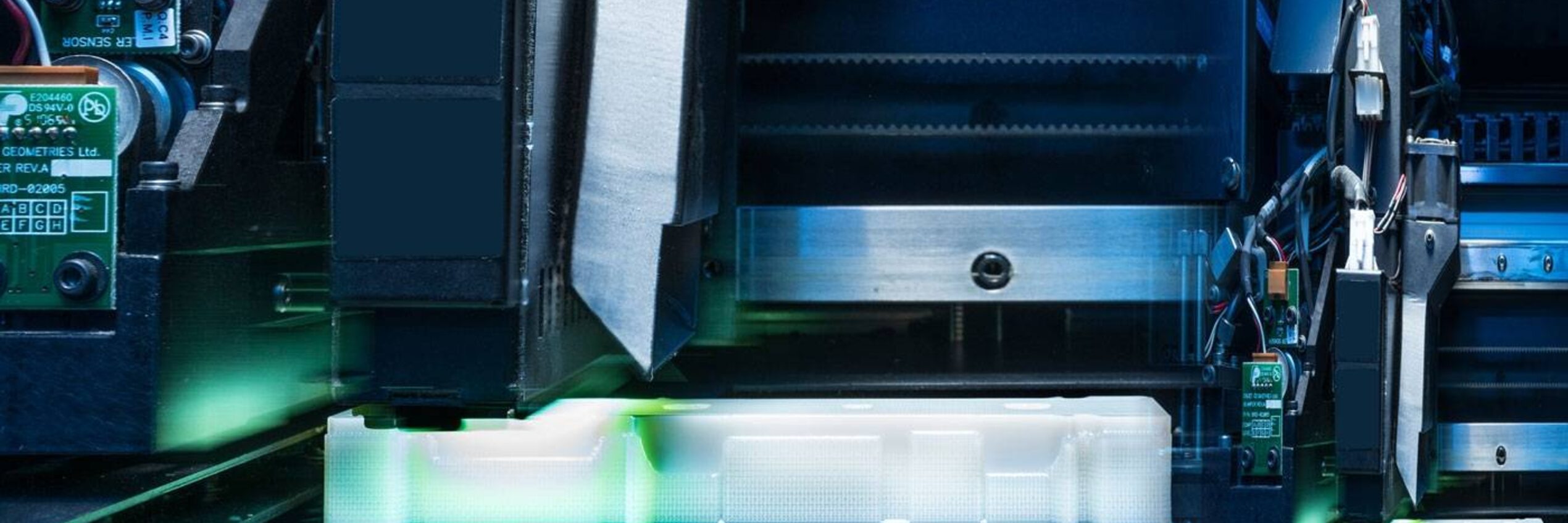
Generative procedures
Generative procedures enable the production of a molded part from a shapeless molding material without the use of molding tools. This makes them especially suitable for the production of models, samples and prototypes (rapid prototyping) and products with small to medium batch sizes. Various systems working with polyjet technology and fused deposition modeling are used for sample, prototype and small series construction in the Diehl Group.
Drop forging
Depending on the component, to forge it needs a blank, which optimally matches the drop-forged part. For the forming process, the blank is heated up to 700 ° C (1292 ° F) and then put into the forging press. Diehl Metall Schmiedetechnik uses spindle and eccentric presses with press forces of up to 10.000 kN. Depending on the geometry of the component and its size, the forming takes place in one or more forming processes. Even several components can be formed at once.