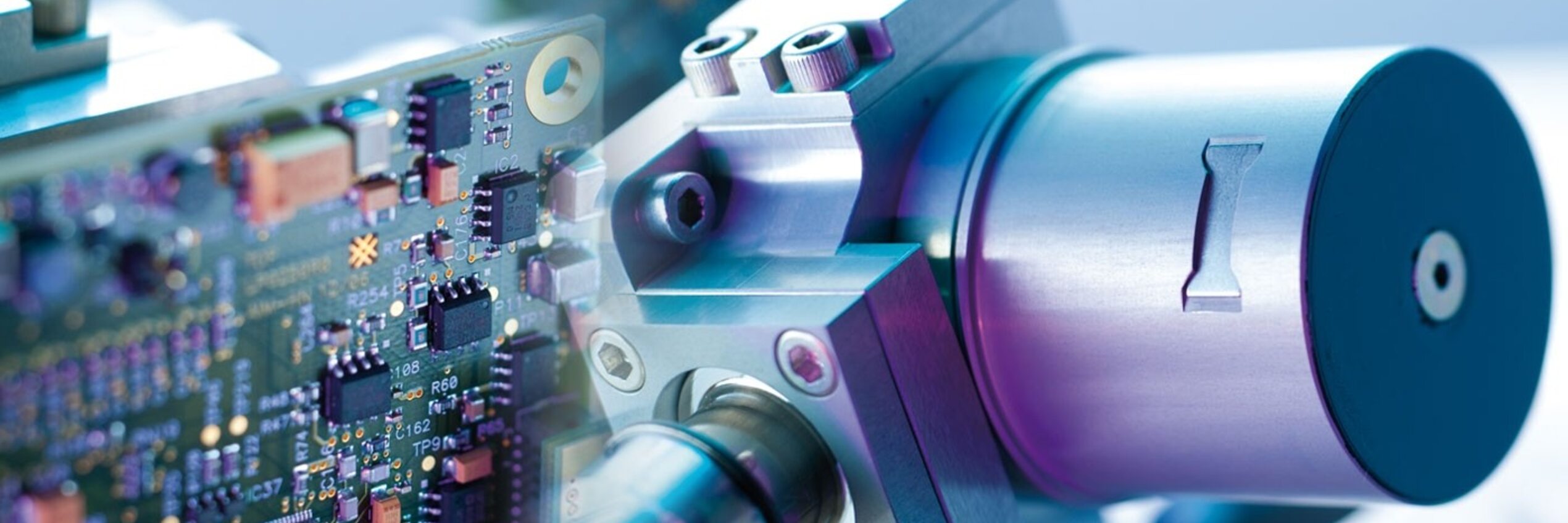
Antriebstechnik
Ein Frequenzumrichter ist eine leistungselektronische Baugruppe, die Frequenz und Amplitude einer Wechselspannung so regelt, dass eine effiziente Stromversorgung elektrischer Antriebsmaschinen nach den jeweiligen speziellen Erfordernissen gewährleistet wird.
Diehl Controls entwickelt und fertigt u.a. Einphasen-Frequenzumrichter für Waschmaschinen oder Power Tools in den Leistungsbereichen von 50 W bis 300 W bzw. von 500 W bis 1.000 W. Die Regelparameter passen sich automatisch an den Motortypen und die aktuellen Betriebsbedingungen (z.B. Temperatur) der Maschine im Betrieb beim Kunden an, um die bestmögliche Systemeffizienz und Systemcharakteristik zu gewährleisten.
Strangpressen und Ziehen
Beim Strangpressen ist zwischen der direkten und der indirekten Verfahrensvariante zu unterscheiden. Zunächst wird ein vorgewärmter Bolzen in den Rezipienten der Strangpresse eingebracht. Beim direkten Strangpressen sind die Bewegungsrichtungen von Stempel und austretendem Strang gleich. Es müssen zwar hohe Reibungskräfte überwunden werden, doch die Prozessführung ist weniger aufwendig. Beim indirekten Strangpressen wird der Rezipient mitsamt dem Bolzen gegen den feststehenden Hohlstempel mit Matrize bewegt. Der Vorteil dieses Pressverfahrens liegt in der geringeren Reibung zwischen Rezipientenwand und Bolzen und den damit verbundenen geringeren Presskräften. Auch lassen sich so qualitativ bessere Produkte herstellen. Je nach Kundenanforderung werden die Strangpressprofile überwiegend aus hochwertigen Messinglegierungen durch Ziehen und Richten in den Endzustand gebracht.
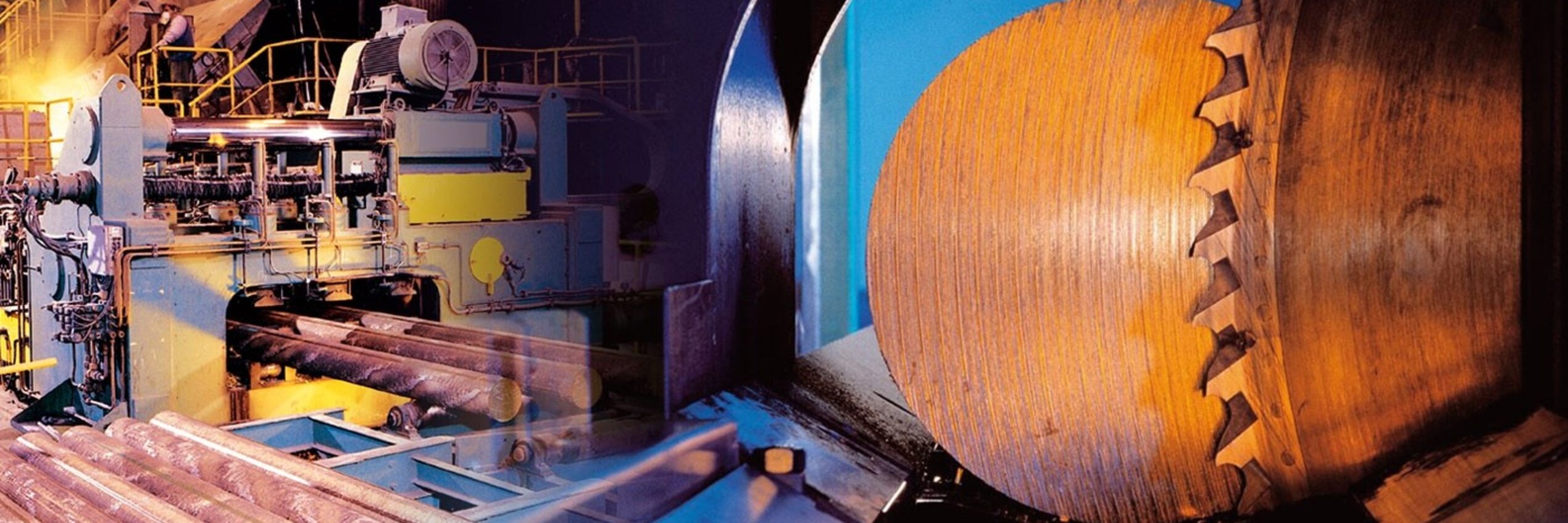
Stranggießen
Um verschiedene Messinglegierungen herzustellen und das Material in eine weiterverarbeitbare Bolzenform zu bringen, wird bei Diehl Metall das Stranggießen eingesetzt. Dabei wird die Metallschmelze in eine wassergekühlte Kokille mit rundem Querschnitt gegossen und das erstarrte Material mit konstanter Geschwindigkeit horizontal oder vertikal abgezogen. Horizontales Stranggießen ermöglicht eine kontinuierliche Prozessführung, bei der die Gussbolzen durch eine Säge unterteilt werden, sobald ein Strangabschnitt ausreichend erstarrt ist. Das vertikale, nicht kontinuierliche Stranggießen zeichnet sich hingegen durch ein homogeneres Gefüge im Gussbolzen aus.
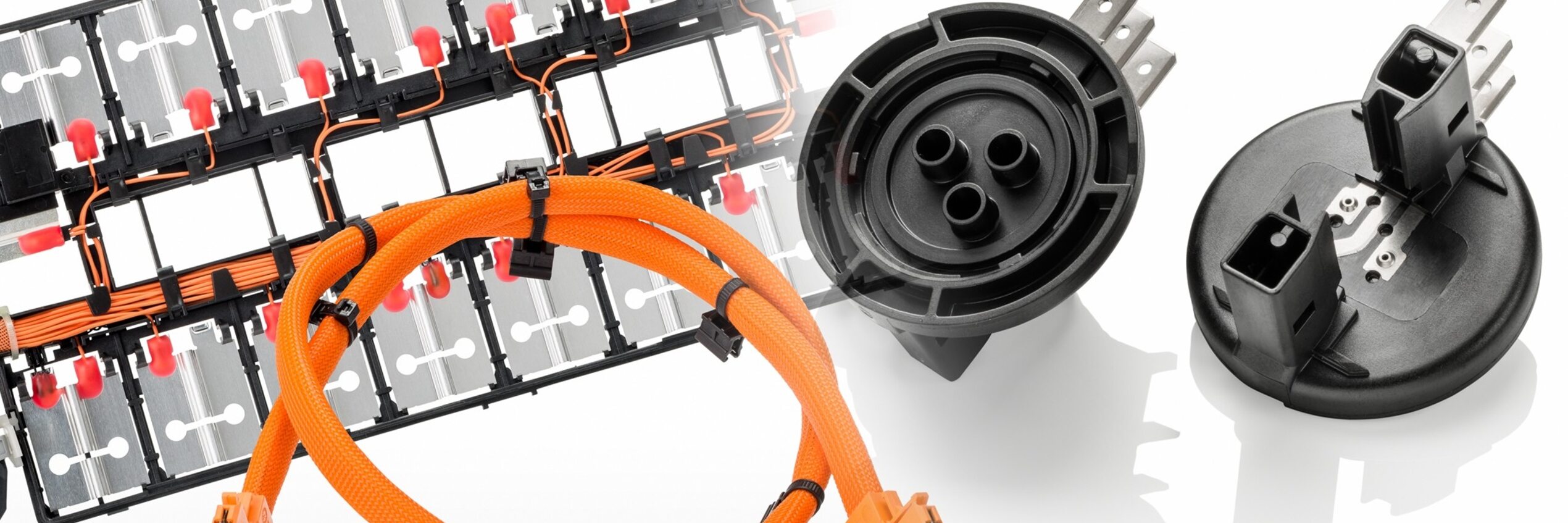
Umspritz- und Montagetechnik
Häufig werden an Formteile so hohe Anforderungen gestellt, dass ein Werkstoff allein diese nicht mehr erfüllen kann. Um die Eigenschaften von Kunststoffen und Metall in einem Bauteil zu vereinen, hat sich für große Stückzahlen das direkte Umspritzen von Metall-Einlegeteilen mit Kunststoff etabliert. Mit diesem Verfahren ist die Herstellung komplexer und montagefertiger Bauteile in einem Fertigungsschritt möglich.
Zur Fertigung der Metall-Kunststoff Verbundsysteme stehen bei Diehl Metall hauptsächlich Vertikalspritzgussmaschinen mit Schließkräften von 25–130 t zur Verfügung. Bei der Reel-to-Reel-Umspritzung finden die Spritzgieß- und Stanzprozesse an einem durchlaufenden Band statt. Für diese Technik ist eine hohe Expertise gefordert, insbesondere ein spezielles Werkzeug-Know-how. Die Integration von Kabelbäumen rundet das Kompetenzprofil ab. Die Produkte werden in der Elektro- und Automobilindustrie in Form von Schaltern, Lichtsockeln, Steckverbindern oder Kontaktierungssystemen für Traktionsbatterien eingesetzt.
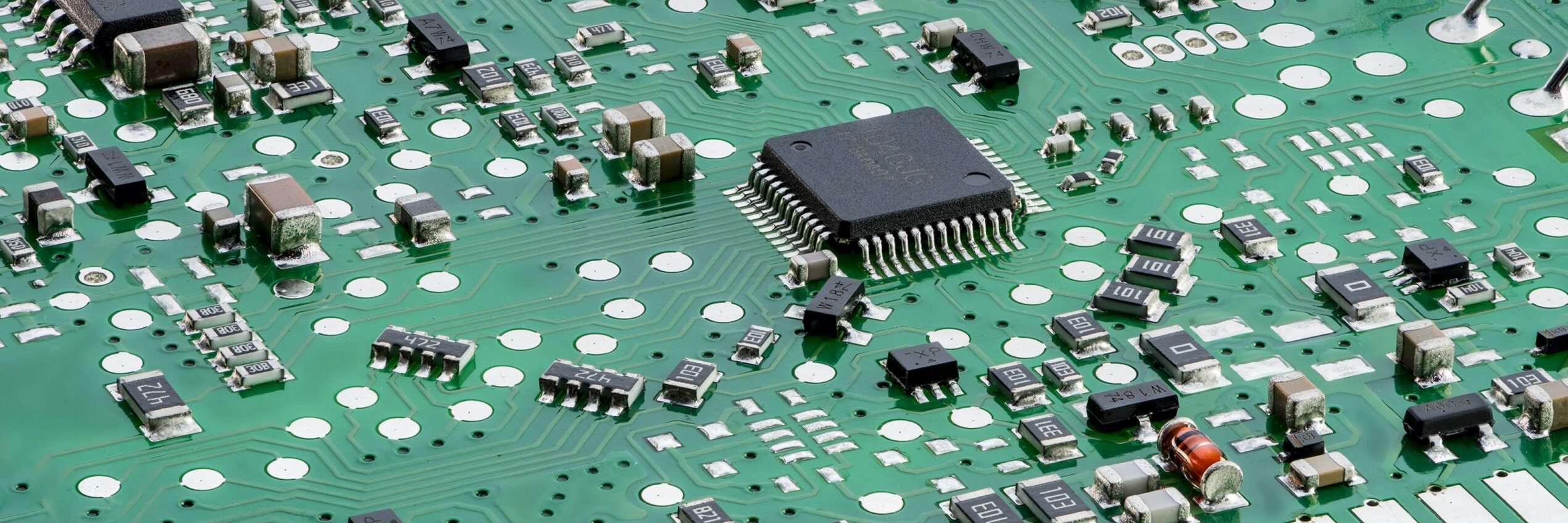
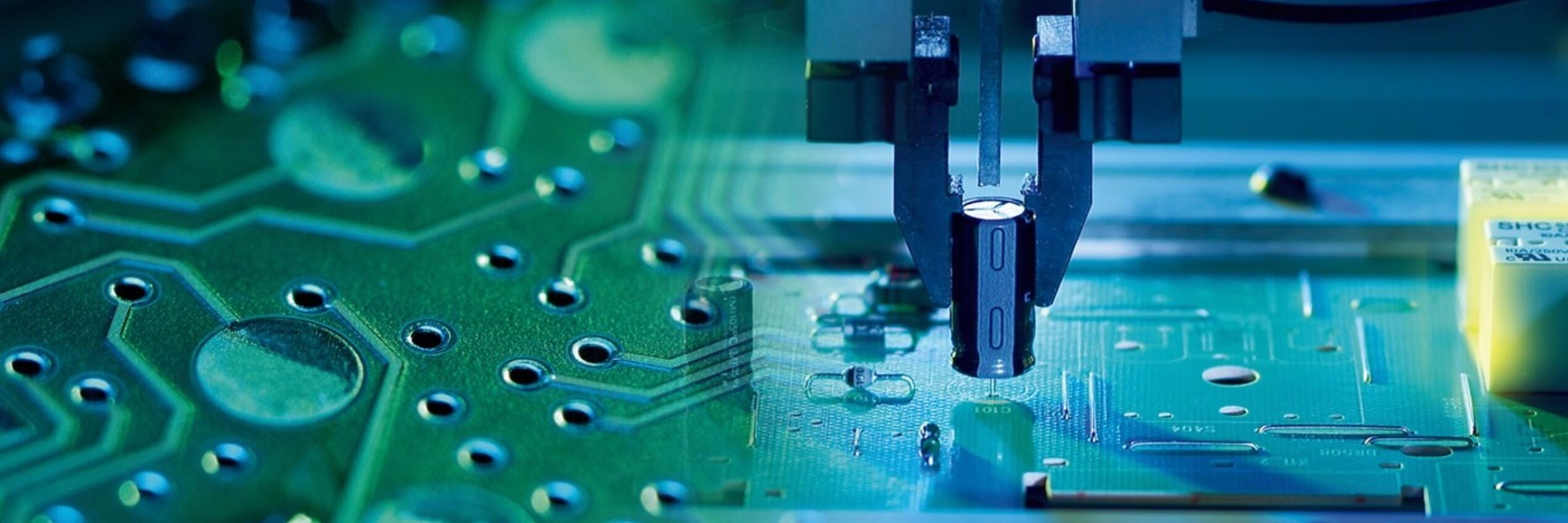
SMD-Bestückung
SMD-Elemente (Surface Mounted Devices) sind aktive und passive elektronische Bauelemente, die mittels lötfähiger Anschlussflächen über SMT-Verfahren (Surface Mounting Technology) direkt auf eine Leiterplatte montiert werden. Wesentliche Prozessschritte sind hier der Lotpastenauftrag, das Bestücken sowie das Reflowlöten. Sehr häufig sind aber auch Hybridstrukturen, bei denen die SMD-Flachbaugruppen mit THT-Komponenten ergänzt werden. Zur Anwendung kommt diese Technologie beispielsweise bei Diehl Controls, einem global führenden Entwickler und Produktionsdienstleister für Steuerungs- und Regelungssystemen für die internationale Hausgeräteindustrie.
Einpresstechnik
Einpresstechnik ist das Einpressen von Bauelemente-Anschlussstiften – insbesondere von Steckverbindern oder Einzelkontakten – in metallisierte Löcher einer Leiterplatte. Zwischen dem Einpressstift und der Lochwandung entsteht so ein gasdichter und gut leitender Kontakt. Voraussetzung ist, dass der Einpressstift eine größere Diagonale als der Lochdurchmesser der Leiterplatte aufweist. Durch die Verformung des Einpressstiftes und der Leiterplatte entsteht eine formschlüssige Verbindung.
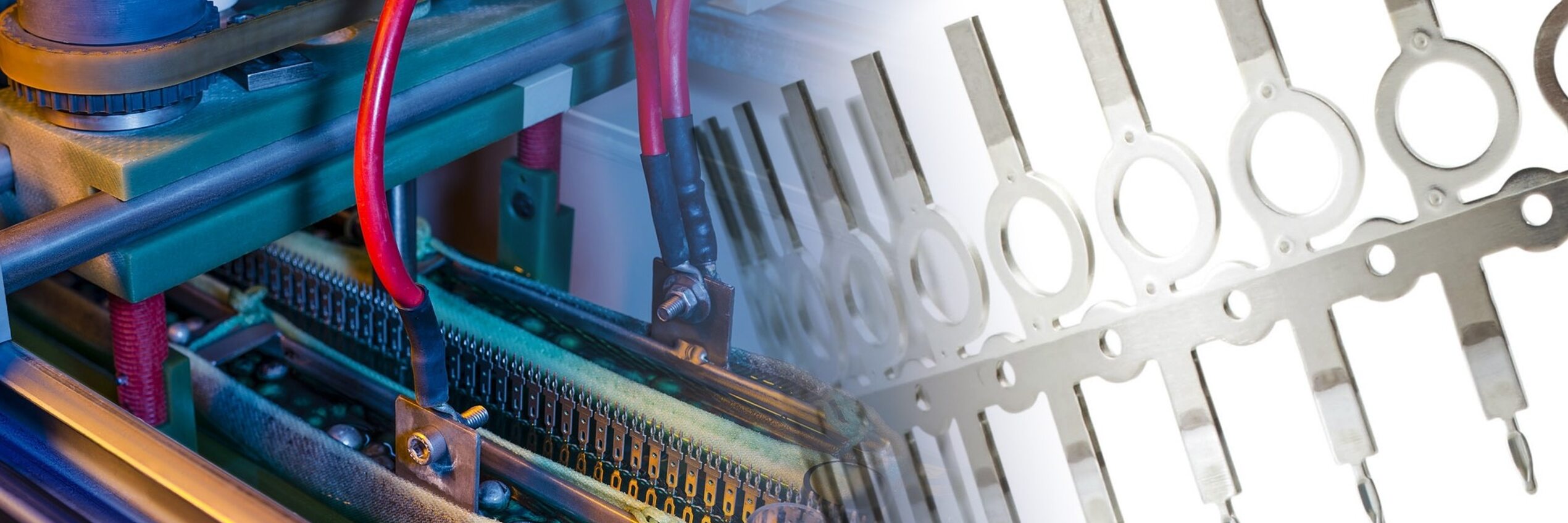
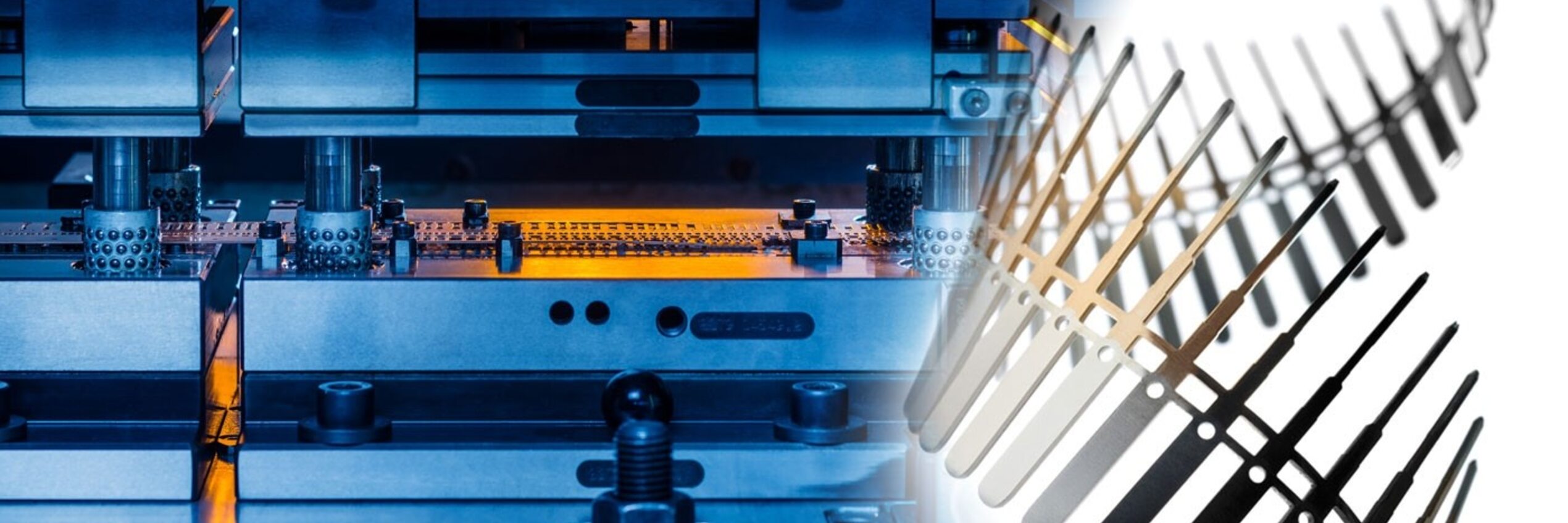
Präzisionsstanztechnik
Bänder aus hochwertigen Werkstoffen wie Kupfer, Kupferlegierungen, Stahl, Edelstahl und Aluminiumlegierungen werden in Form eines „Rolle-zu-Rolle-Verfahrens“ zu Stanzteilen für verschiedenste Anwendungen in der Feinmechanik, Elektronik und der Elektrotechnik weiterverarbeitet. Mit einem leistungsfähigen Maschinenpark, der über Presskräfte von 15 bis 250 t verfügt, werden bei Diehl Metal Applications Stanzgeschwindigkeiten von 100 bis 1.400 Hubzahlen pro Minute erreicht. Die Bänder werden dabei in Materialbreiten von 10 bis 200 mm und Materialdicken von 0,05 bis 4 mm vorzugsweise in toleranzarmen Folgeverbundwerkzeugen gestanzt.
Kunststoffspritzgießen
Das Kunststoffspritzgießen ist ein Verfahren, das sich zur Massenherstellung von Kunststoff-Formteilen auf breiter Front durchgesetzt hat. Entsprechend werden Spritzgussteile in allen Bereichen des Diehl-Konzerns produktspezifisch konstruiert.
Für die sehr hohe Messgenauigkeit der Produkte von Diehl Metering ist die Präzision gespritzter, hochgefüllter Kunststoffteile eine wesentliche Voraussetzung. Aus diesem Grund wird hier eine eigene Spritzerei betrieben, um das für die Beherrschung des Spritzprozesses und die Werkzeugauslegung erforderliche Know-how im eigenen Haus zu haben. Zum Einsatz kommen verschiedene gefüllte und ungefüllte Kunststoffsorten sowohl auf Thermoplast- als auch auf Duroplastbasis.
Sensortechnik
Die Sensorik stellt heute eine breite Vielfalt an Sensortypen zur Verfügung, um Veränderungen in den Umgebungs- oder den Betriebsbedingungen technischer Systeme zu erfassen. Die anforderungsspezifische Entwicklung der Sensortechnik und ihre Integration in Produkte spielen im Diehl-Konzern sehr wichtige Rollen. Während bei Diehl Defence das Spektrum von bildgebenden Infrarotsensoren mit Tieftemperaturkühlung über optische Sensoren im sichtbaren Spektrum bis hin zu lasergestützten Abstands- und Annäherungssensoren reicht, stehen bei Diehl Metering Sensoren im Fokus, die Verbrauchsströme von Wasser, Gas und Wärme zuverlässig und präzise messen.
Hochfrequenztechnik
Die Hochfrequenztechnik als Teilbereich der Elektrotechnik ist unter anderem von Bedeutung auf den Gebieten der Nachrichtentechnik, der Sende- und Empfangstechnik, der Antennentechnik sowie der Radartechnik. Von besonderer Bedeutung ist für Diehl Defence die Sende- und Empfangstechnik für Telemetrie-Systeme zur Positions- und Lageerkennung.
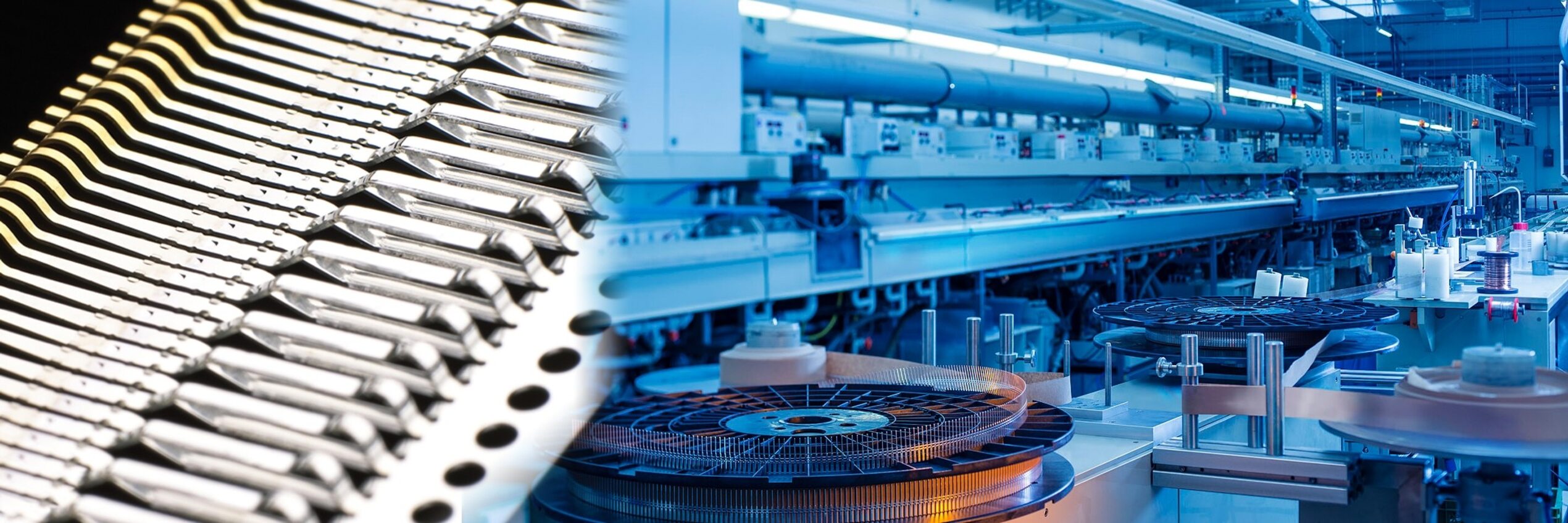
Selektivgalvanik
Sowohl gestanzte als auch ungestanzte Kupfer- und Bronzebänder können von Diehl Metal Applications mit galvanisch aufgebrachten Edelmetallschichten, wie z.B. Gold oder Silber, versehen werden. In einem kontinuierlichen "Rolle-zu-Rolle-Verfahren" wird das Material durch unterschiedliche Galvanikbäder gezogen. Zu den Vorteilen der Bandgalvanik gehören die sehr präzise Schichtdicke, die hohe Qualität und Effizienz des Verfahrens sowie die Möglichkeit der Selektiv-Beschichtung durch Abdeckung einzelner Bereiche mit Riemen, Masken oder Lacken.
Heißpressen
Das Heißpressen dient der Herstellung flächiger Leichtbauteile mit Sandwichstruktur, wie sie beispielsweise für Kabinenteile in der Luftfahrt verwendet werden. Bei Diehl Aviation werden dazu Glasfaserprepregs (vorimprägnierte Fasern) und ein Wabenkern aus Aramidpapier übereinander angeordnet und in ein zweigeteiltes, temperiertes Aluminiumwerkzeug eingebracht, um hier unter Druck und Temperatur auszuhärten. Diese Technologie ermöglicht die Realisierung von Leichtbaustrukturen mit höchster spezifischer Festigkeit.
Durchsteckmontage
Als Durchsteckmontage (THT) wird in der Aufbau- und Verbindungstechnik eine spezielle Montageweise von elektronischen Bauelementen bezeichnet. Im Gegensatz zur SMT-Bestückung werden hier bedrahtete Bauelemente verwendet. Die Drähte werden bei der Montage durch Kontaktlöcher in der Leiterplatte gesteckt und durch Verfahren des Wellenlötens, Bügellötens oder Reflow-Lötens mit der Leiterbahn verbunden. Die Durchsteckmontage kommt bei Diehl ergänzend für mechanisch hoch belastete Baugruppen zum Einsatz oder für Baugruppen der Leistungselektronik, um die erforderliche Stromtragfähigkeit zu gewährleisten.
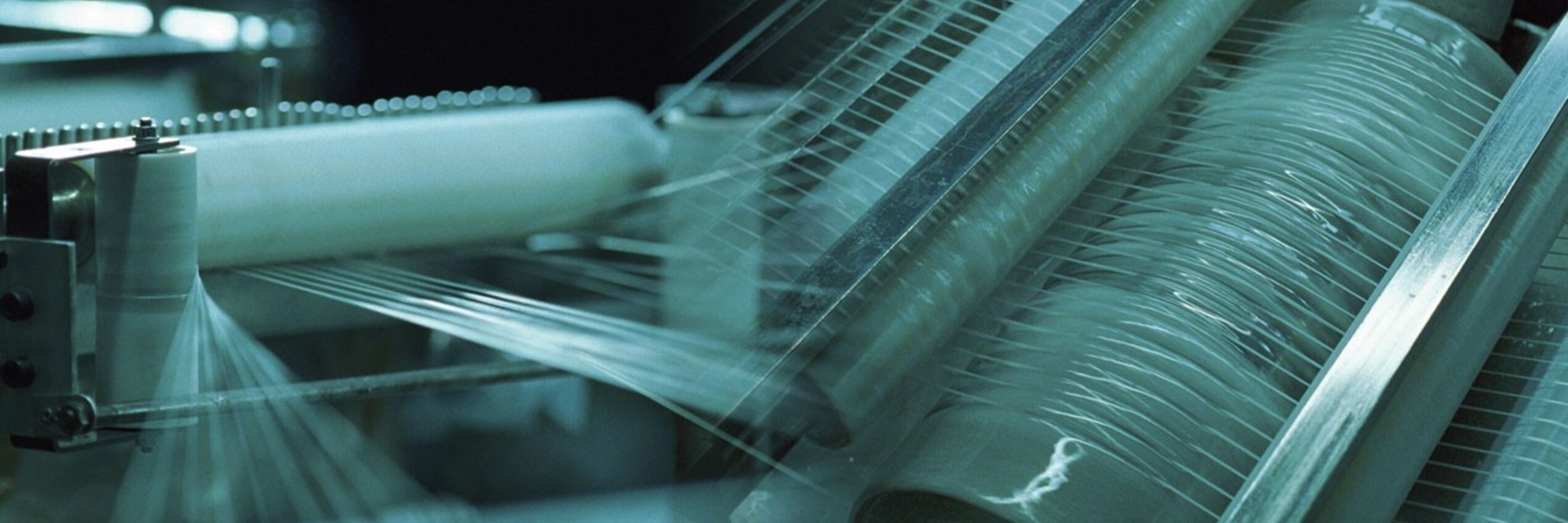
Faserwickelverfahren
Das Faserwickelverfahren ist eine Technik zum Ablegen von Endlosfasersträngen auf einen Kern, der dem Bauteil seine spätere Gestalt gibt. Durch den Wickelprozess werden die Fasern sehr straff und eng aneinander liegend mit einer hohen Maßgenauigkeit positioniert. Für die notwendige Festigkeit (Imprägnierung) des Materials sorgt ein Tränkverfahren mit Kunstharz, das der Endlosfaserstrang vor dem Wickeln durchläuft. Die gewickelten und imprägnierten Formteile werden anschließend in einem Ofen ausgehärtet. Faserwickelverfahren werden bei Diehl Defence beispielsweise beim Startbehälter für den Marinelenkflugkörper RAM verwendet.
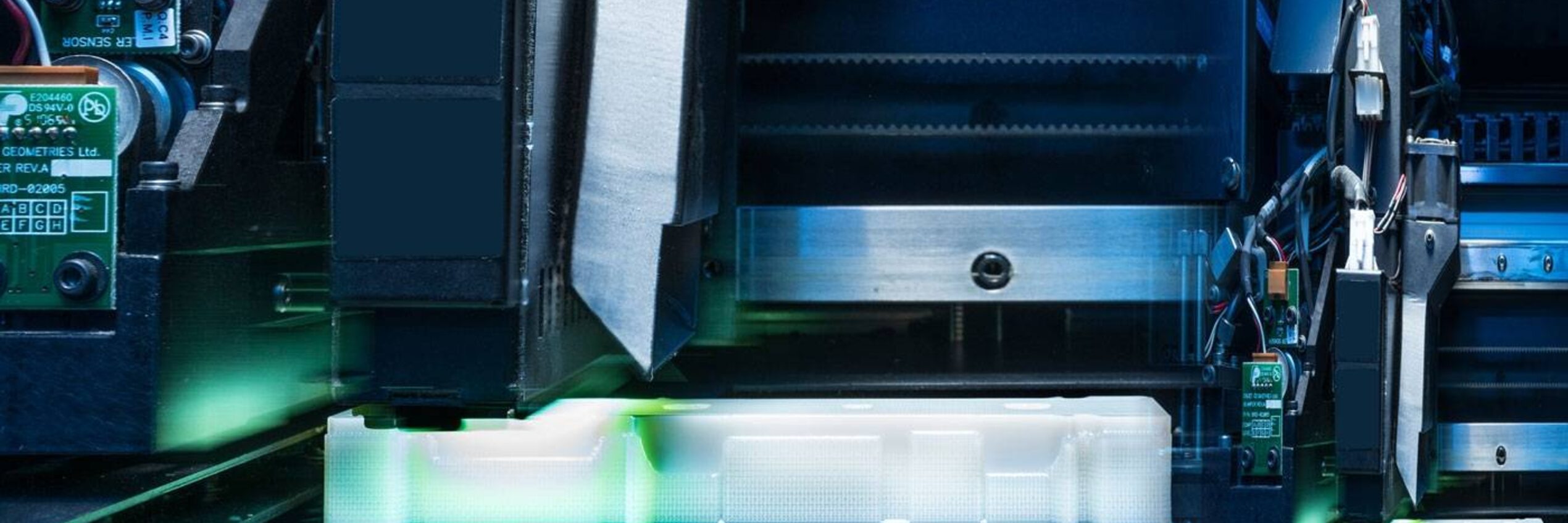
Generative Verfahren
Generative Verfahren ermöglichen die Herstellung eines Formteils aus einem formlosen Form-Material ohne Formwerkzeuge. Vor diesem Hintergrund sind sie besonders geeignet für die Herstellung von Modellen, Mustern und Prototypen (Rapid Prototyping) und von Produkten mit kleinen bis mittleren Losgrößen. Verschiedene Anlagen, die im Polyjet-Verfahren und im Fused Deposition Modeling Verfahren arbeiten, kommen im Muster-, Prototypen- und Kleinserienbau des Diehl-Konzerns zum Einsatz.
Gesenkschmieden
Je nach Bauteil benötigt man zum Schmieden einen Rohling, der optimal auf das Gesenkschmiedestück abgestimmt ist. Für den Umformvorgang wird der Rohling zunächst auf ca. 700°C erwärmt und anschließend der Schmiedepresse zugeführt. Bei Diehl Metall Schmiedetechnik kommen sowohl Spindel- als auch Exzenterpressen mit einer Presskraft von bis zu 10.000 kN zum Einsatz. Abhängig von Bauteilgeometrie und Größe erfolgt die Umformung in einem oder mehreren Umformvorgängen. Auch können mehrere Bauteile in einem Prozessschritt umgeformt werden.